| 11th October 2010
This part is one of the more complex
parts to make, in my opinion af there are several operations that have to
be carried out and all must be accurate.
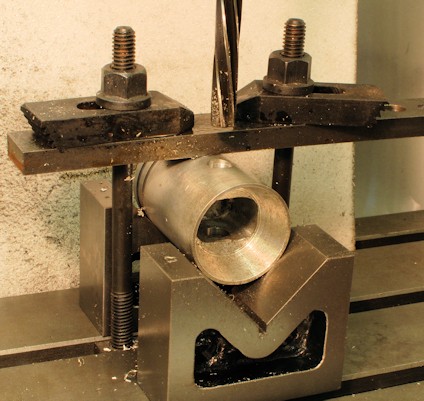
First the external size is machined with
a centre in the end to hold it steady and as much of the surplus bar in the
chuck as possible.
Then the piston rings grooves have to
be machined. In my opinion, the groove in the piston should be slightly
(say, 5 thou) deeper than the thickness of the ring, and the width should
be the width of the ring plus 2 to 5 thou.
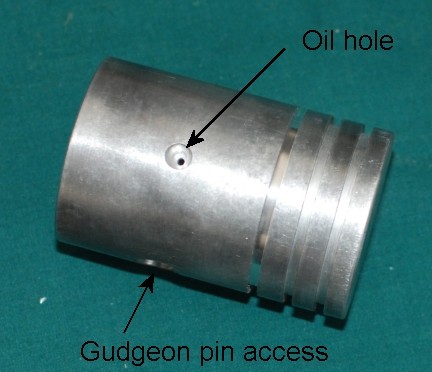
Then the end is drilled to depth and
bored out to size.
Then the angled entrance is machined
in. a 20 degree angle needed to make the dimension all tally ;- as far as
I could see !!!
Also a note for the piston rings:-
Free gap: The ring end clearance when
the ring is uncompressed.
Compressed gap: Also known as
ring gap, it is the end gap measured when the ring is installed and it is
likely for this engine to be about 4 thou (0.004").
|




 TO BE CONTINUED
TO BE CONTINUED